智能科技有限公司")
智能科技有限公司")

PET注塑工藝是一種常見的塑料注塑加工工藝,廣泛應(yīng)用于生活和工業(yè)領(lǐng)域。本文將從PET注塑工藝的原理、工藝流程、設(shè)備要求、優(yōu)缺點(diǎn)等方面進(jìn)行介紹。一、PET注塑工藝的原理PET(聚對(duì)苯二甲酸乙二酯)是一種熱塑性樹脂材料,具有優(yōu)良的物理性能和化學(xué)穩(wěn)定性。PET注塑工藝是通過將PET原料加熱熔融后注入模具中,經(jīng)過冷卻固化成型的過程。PET注塑機(jī)通過加熱器對(duì)PET原料進(jìn)行加熱,使其熔融成流動(dòng)的熔體,然后通過注射系統(tǒng)將熔融的PET原料注入到模具中,經(jīng)過一定的冷卻時(shí)間后,取出成型件。
PET注塑工藝的流程可分為以下幾個(gè)步驟:
1. 原料準(zhǔn)備:選擇符合要求的PET原料,并按照一定比例進(jìn)行配料,以保證產(chǎn)品的質(zhì)量。
2. 加料與熔融:將準(zhǔn)備好的PET原料加入注塑機(jī)的料斗中,通過螺桿驅(qū)動(dòng)下料,將PET原料送入加熱筒內(nèi)。在加熱筒內(nèi),PET原料被加熱器加熱,逐漸熔化成為熔體。
3. 注射與充模:熔化的PET熔體被注塑機(jī)的螺桿推動(dòng),經(jīng)過一定的壓力將熔體注入模具腔內(nèi),填充整個(gè)模具腔體。注射過程需要控制好注射速度和壓力,以避免產(chǎn)生缺陷。
4. 冷卻與固化:注射完成后,模具中的熔體開始冷卻,通過模具內(nèi)部的冷卻系統(tǒng)快速降溫,使熔體迅速固化成型。冷卻時(shí)間的控制對(duì)產(chǎn)品的質(zhì)量有著重要的影響。
5. 開模與脫模:冷卻完成后,模具開啟,將成型件取出。開模過程需要注意避免對(duì)產(chǎn)品造成損傷,同時(shí)要保證產(chǎn)品完整脫模。
6. 收尾加工:取出的成型件可能會(huì)有一些毛刺或其他不完美的地方,需要進(jìn)行后續(xù)的修整、打磨、拋光等工藝加工,以提高產(chǎn)品的表面質(zhì)量。
PET注塑工藝的設(shè)備要求
1. 注塑機(jī):注塑機(jī)是PET注塑工藝的核心設(shè)備,需要具備一定的注射壓力和注射速度控制能力,以及可靠的溫度控制系統(tǒng)。
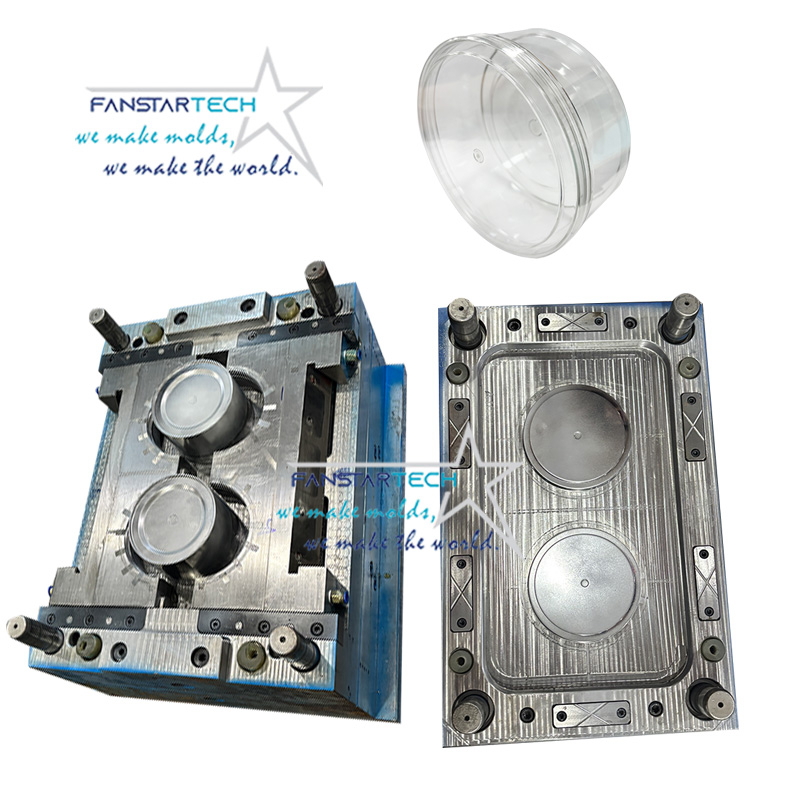
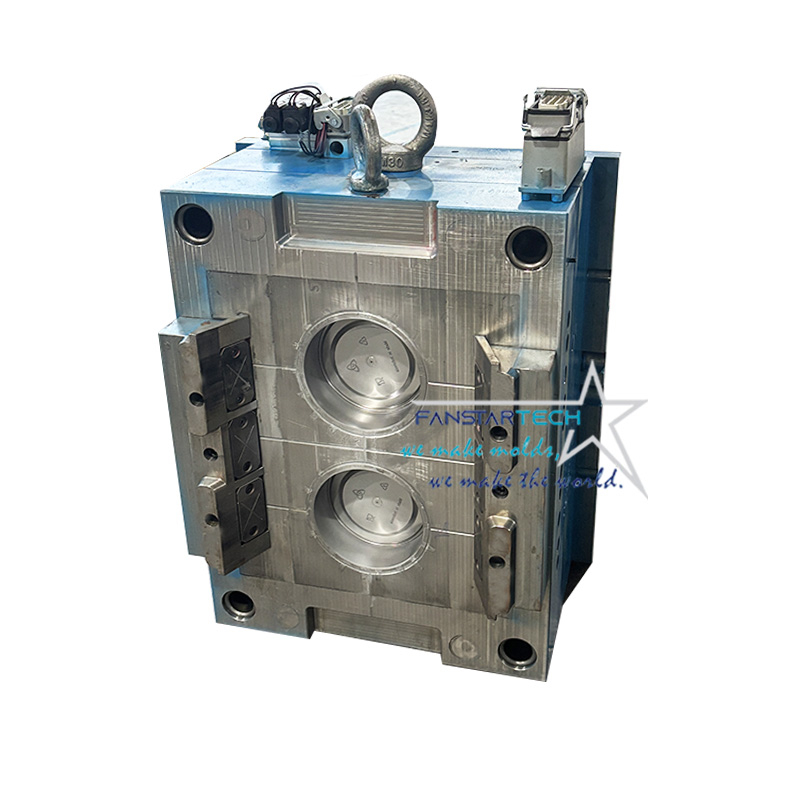
2. 模具:模具是PET注塑工藝的關(guān)鍵設(shè)備,需要根據(jù)產(chǎn)品的形狀和尺寸進(jìn)行設(shè)計(jì)和制造。模具的材質(zhì)要選擇耐磨、耐腐蝕的材料,同時(shí)要考慮冷卻系統(tǒng)的布置,以保證產(chǎn)品的質(zhì)量。
3. 輔助設(shè)備:PET注塑工藝還需要一些輔助設(shè)備,如干燥機(jī)、自動(dòng)上料機(jī)、冷卻水機(jī)組等,以提高生產(chǎn)效率和產(chǎn)品質(zhì)量。
PET注塑工藝的優(yōu)缺點(diǎn)
1. 優(yōu)點(diǎn):
(1)成型速度快:PET注塑工藝可以實(shí)現(xiàn)高速連續(xù)生產(chǎn),適用于大批量生產(chǎn)需求。
(2)成型精度高:PET注塑工藝可以制造出尺寸精確、表面光滑的產(chǎn)品。
(3)材料性能優(yōu)異:PET材料具有優(yōu)良的物理性能和化學(xué)穩(wěn)定性,適用于多種應(yīng)用領(lǐng)域。
2. 缺點(diǎn):
(1)成本較高:PET注塑工藝的設(shè)備和原材料成本較高,適用于大規(guī)模生產(chǎn),不適合小批量生產(chǎn)。
(2)環(huán)境污染:PET注塑工藝中產(chǎn)生的廢料和廢水對(duì)環(huán)境有一定的污染,需要進(jìn)行合理的處理和處置。
PET注塑工藝是一種常用的塑料注塑工藝,通過加熱熔融PET原料,注入模具成型,再經(jīng)過冷卻固化脫模,最終得到我們需要的產(chǎn)品。PET注塑工藝具有成型速度快、成型精度高、材料性能優(yōu)異等優(yōu)點(diǎn),但也存在成本較高和環(huán)境污染等缺點(diǎn)。在實(shí)際應(yīng)用中,需要根據(jù)具體產(chǎn)品的要求和生產(chǎn)規(guī)模來選擇合適的PET注塑工藝。
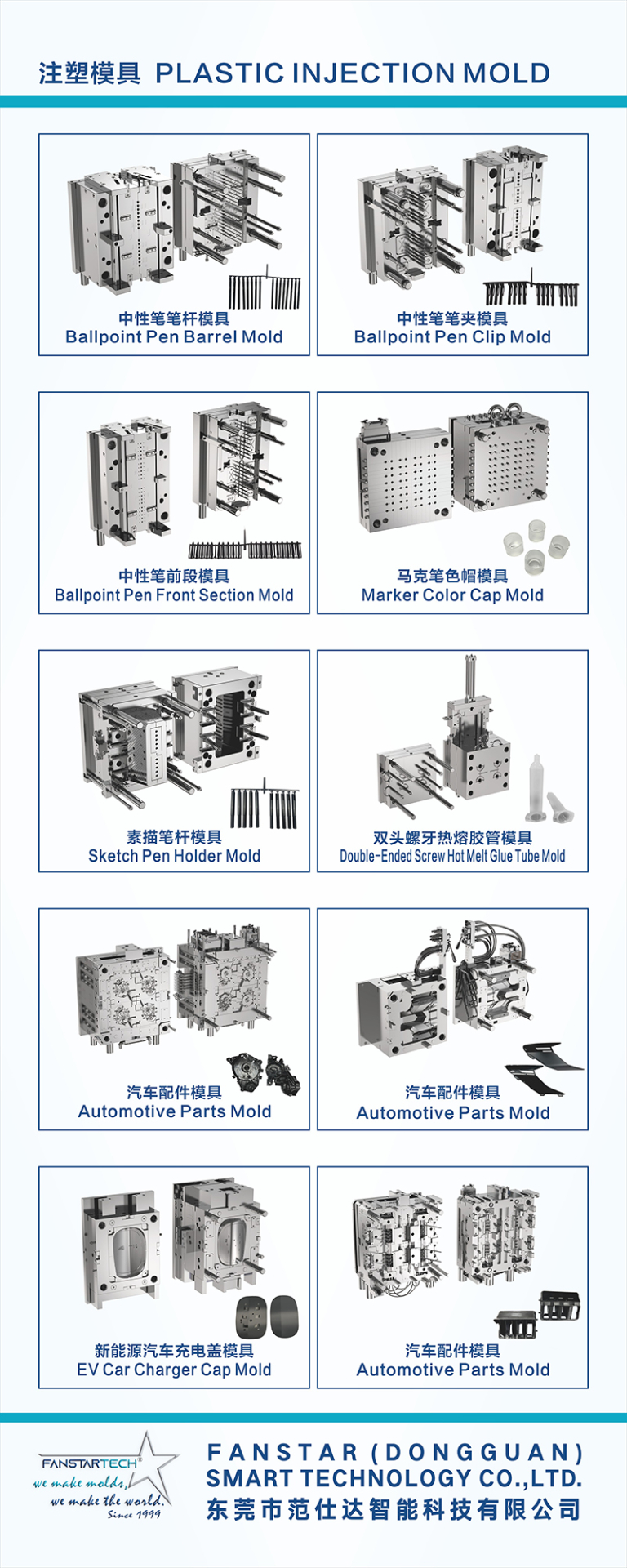
------- 范仕達(dá)產(chǎn)品展示 ------


注微信公眾號(hào)") 關(guān)注微信公眾號(hào)
關(guān)注微信公眾號(hào) 微信咨詢
微信咨詢


