
注塑模具價格大約多少?直接說答案,一套用于批量生產(chǎn)的標準注塑模具2~5萬是很正常的價格,而且這個價格一般是比較小的注塑模具并且結(jié)構(gòu)也相對簡單。結(jié)構(gòu)比較復雜且注塑成品要求比較高的5~10萬吧,結(jié)構(gòu)特別復雜并且注塑成品的精度及外觀特別高的10萬~50萬都有可能的。需要注塑模具報價的可以聯(lián)系我們!
精密注塑成型是指注塑制品的外型精度應滿足嚴格的尺寸公差、形位公差和表面粗糙度。要進行精密注塑必須有許多相關(guān)的條件,而最本質(zhì)的是塑料材料、注塑模具、注塑工藝和注塑設備這四項基本因素。
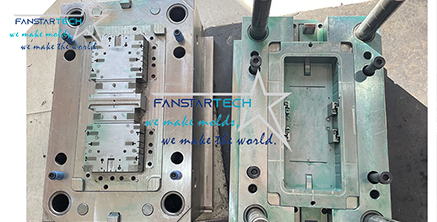
首先來回答大家比較關(guān)注的一個問題,雙色模具是前模一樣還是后模一樣?答案是后模是一樣的,前模是不同的,通過旋轉(zhuǎn)來實現(xiàn)雙色注塑。東莞雙色注塑模具廠家哪家好,東莞范仕達注塑模具廠是個不錯的選擇,歡迎大家來圖交流詢價!

雙色注塑成型模具的技術(shù)工藝主要有型芯滑動式雙色注射技術(shù)、脫件板旋轉(zhuǎn)雙色注射技術(shù)、收縮模型芯式雙色注塑技術(shù)以及型芯旋轉(zhuǎn)雙色注塑技術(shù)工藝等。下面我們將針對每個雙色模具技術(shù)做詳細的說明和介紹。
注塑模具包膠塑件缺膠是包膠注塑加工過程中比較常見的一種現(xiàn)象,缺膠除了會影響外觀,還會影響注塑件正常功能的使用。如果包膠注塑加工過程中,包膠模具溫度不穩(wěn)定勢必胡導致注塑件品質(zhì)不穩(wěn)定,不良率高。因此注塑模具包膠注塑缺膠處理辦法及溫度控制都尤為重要。
注塑成型過程一般分為合模、射膠、保壓、冷卻、開模、頂出產(chǎn)品6個步驟,各成型步驟代表注塑成型的不同階段,通過對注塑機參數(shù)的設定,在正常生產(chǎn)的情況下注塑機會自動完成,下面對各注塑加工過程進行簡單的說明。

模具注塑成型制品產(chǎn)生白化的原因可能是脫模時的力不對導致脫模不良,脫模銷對注塑成型產(chǎn)品施加過大力,造成白化。或者是負荷過大,白色注塑產(chǎn)品只要加一點力量就會產(chǎn)生裂紋。

注塑模具成型制品產(chǎn)生變色的原因主要可以從原材料、注塑成型工藝、注塑模具以及注塑機這四個方面去找原因。在塑料注塑成型中,有時會出現(xiàn)塑料變色的問題,這也是一個令人頭疼的問題,這就需要我們進行分析和總結(jié),以便后續(xù)可以快速解決或者避免類似的問題。
注塑模具成型毛邊問題原因分析,注塑模具毛邊主要問題可以從注塑工藝、注塑設備以及注塑模具三方面去考慮。當然原料也會有一定的影響,原料的流動性過好以及原料添加劑過多也會造成注塑品的毛邊。
雙色注塑模具應該如何選材呢?主要需要從耐腐蝕性、耐冷熱疲勞性、耐高溫性、疲勞斷裂性、強韌性以及耐磨性這六個方面去考慮。比如,雙色注塑模具零件的硬度越高,磨損越小,耐磨性越好。此外,耐磨性還與碳化物的類型、數(shù)量、形式、大小和材料中的分布有關(guān)。
冷流道注塑工藝是指模具入口與產(chǎn)品澆口之間的部分。塑料在流道內(nèi)靠注塑壓力和其本身的熱量保持流動狀態(tài),流道作為成型物料的一部分,但并不屬于產(chǎn)品 。冷流道模具也叫傳統(tǒng)模具,和熱流道比就是沒得加熱裝置了,流道內(nèi)的料,后面要冷卻脫模。

為了節(jié)省生產(chǎn)時間從生產(chǎn)到出模是要經(jīng)歷很長時間的,因此,我們?yōu)榱思涌焐a(chǎn)的速度,就得使用注塑模具模具配件了,它的使用能夠很好的改良模具當中的一些細致問題,從而有效地提高產(chǎn)品的生產(chǎn)速度。
注微信公眾號") 關(guān)注微信公眾號
關(guān)注微信公眾號 微信咨詢
微信咨詢




