

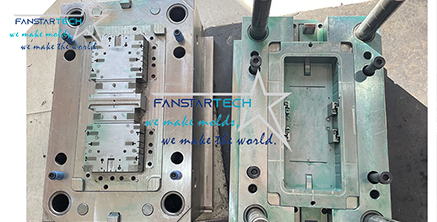
注塑模具由動模和定模兩部分組成,動模就是注塑完成準(zhǔn)備把產(chǎn)品頂出或取過之前,模具打開過程中運(yùn)動的部分就是動模,不動的部分就是定模。立式注塑機(jī)上定模又稱為上模,在臥式注塑機(jī)上定模又稱為前模。相應(yīng)的,動模又稱為下模、后模。定模也稱為凹模、母模,動模的模仁相應(yīng)的是凸的,也稱為凸模、公模。產(chǎn)品所對應(yīng)的注塑模具結(jié)構(gòu)可能千變?nèi)f化,但是它們的基本結(jié)構(gòu)是一致的。

注塑模具成型透明塑料件的缺陷包括銀紋、氣泡、表面光澤差、震紋、泛白霧暈以及白煙黑點(diǎn)。下面將對各種不同的缺陷以及針對性的解決辦法做詳細(xì)的說明。當(dāng)然開塑料件開模注塑的也可以聯(lián)系我們!
注塑模具價(jià)格大約多少?直接說答案,一套用于批量生產(chǎn)的標(biāo)準(zhǔn)注塑模具2~5萬是很正常的價(jià)格,而且這個(gè)價(jià)格一般是比較小的注塑模具并且結(jié)構(gòu)也相對簡單。結(jié)構(gòu)比較復(fù)雜且注塑成品要求比較高的5~10萬吧,結(jié)構(gòu)特別復(fù)雜并且注塑成品的精度及外觀特別高的10萬~50萬都有可能的。需要注塑模具報(bào)價(jià)的可以聯(lián)系我們!
精密注塑成型是指注塑制品的外型精度應(yīng)滿足嚴(yán)格的尺寸公差、形位公差和表面粗糙度。要進(jìn)行精密注塑必須有許多相關(guān)的條件,而最本質(zhì)的是塑料材料、注塑模具、注塑工藝和注塑設(shè)備這四項(xiàng)基本因素。
首先來回答大家比較關(guān)注的一個(gè)問題,雙色模具是前模一樣還是后模一樣?答案是后模是一樣的,前模是不同的,通過旋轉(zhuǎn)來實(shí)現(xiàn)雙色注塑。東莞雙色注塑模具廠家哪家好,東莞范仕達(dá)注塑模具廠是個(gè)不錯(cuò)的選擇,歡迎大家來圖交流詢價(jià)!
雙色注塑成型模具的技術(shù)工藝主要有型芯滑動式雙色注射技術(shù)、脫件板旋轉(zhuǎn)雙色注射技術(shù)、收縮模型芯式雙色注塑技術(shù)以及型芯旋轉(zhuǎn)雙色注塑技術(shù)工藝等。下面我們將針對每個(gè)雙色模具技術(shù)做詳細(xì)的說明和介紹。
注塑模具包膠塑件缺膠是包膠注塑加工過程中比較常見的一種現(xiàn)象,缺膠除了會影響外觀,還會影響注塑件正常功能的使用。如果包膠注塑加工過程中,包膠模具溫度不穩(wěn)定勢必胡導(dǎo)致注塑件品質(zhì)不穩(wěn)定,不良率高。因此注塑模具包膠注塑缺膠處理辦法及溫度控制都尤為重要。
注塑成型過程一般分為合模、射膠、保壓、冷卻、開模、頂出產(chǎn)品6個(gè)步驟,各成型步驟代表注塑成型的不同階段,通過對注塑機(jī)參數(shù)的設(shè)定,在正常生產(chǎn)的情況下注塑機(jī)會自動完成,下面對各注塑加工過程進(jìn)行簡單的說明。

模具注塑成型制品產(chǎn)生白化的原因可能是脫模時(shí)的力不對導(dǎo)致脫模不良,脫模銷對注塑成型產(chǎn)品施加過大力,造成白化。或者是負(fù)荷過大,白色注塑產(chǎn)品只要加一點(diǎn)力量就會產(chǎn)生裂紋。

注塑模具成型制品產(chǎn)生變色的原因主要可以從原材料、注塑成型工藝、注塑模具以及注塑機(jī)這四個(gè)方面去找原因。在塑料注塑成型中,有時(shí)會出現(xiàn)塑料變色的問題,這也是一個(gè)令人頭疼的問題,這就需要我們進(jìn)行分析和總結(jié),以便后續(xù)可以快速解決或者避免類似的問題。
注塑模具成型毛邊問題原因分析,注塑模具毛邊主要問題可以從注塑工藝、注塑設(shè)備以及注塑模具三方面去考慮。當(dāng)然原料也會有一定的影響,原料的流動性過好以及原料添加劑過多也會造成注塑品的毛邊。
雙色注塑模具應(yīng)該如何選材呢?主要需要從耐腐蝕性、耐冷熱疲勞性、耐高溫性、疲勞斷裂性、強(qiáng)韌性以及耐磨性這六個(gè)方面去考慮。比如,雙色注塑模具零件的硬度越高,磨損越小,耐磨性越好。此外,耐磨性還與碳化物的類型、數(shù)量、形式、大小和材料中的分布有關(guān)。
注微信公眾號") 關(guān)注微信公眾號
關(guān)注微信公眾號 微信咨詢
微信咨詢智能科技有限公司")
智能科技有限公司")



